
Šonedēļ mēs iepazīsimies ar metalizētu plēves kondensatoru tinumu tehniku. Šajā rakstā ir aprakstīti attiecīgie procesi, kas saistīti ar plēves kondensatoru tinumu iekārtām, un sniegts detalizēts apraksts par galvenajām izmantotajām tehnoloģijām, piemēram, sprieguma kontroles tehnoloģiju, tinumu kontroles tehnoloģiju, demetalizācijas tehnoloģiju un siltumizolācijas tehnoloģiju.
Plēves kondensatori tiek arvien plašāk izmantoti to izcilo īpašību dēļ. Kondensatori tiek plaši izmantoti kā pamata elektroniskie komponenti elektronikas rūpniecībā, piemēram, sadzīves tehnikā, monitoros, apgaismes ierīcēs, sakaru produktos, barošanas avotos, instrumentos, skaitītājos un citās elektroniskās ierīcēs. Visbiežāk izmantotie kondensatori ir papīra dielektriskie kondensatori, keramikas kondensatori, elektrolītiskie kondensatori utt. Plēves kondensatori pakāpeniski ieņem arvien lielāku tirgu, pateicoties to lieliskajām īpašībām, piemēram, mazam izmēram, vieglam svaram, stabilai kapacitātei, augstai izolācijas pretestībai, plašai frekvences reakcijai un maziem dielektriskiem zudumiem.
Plēves kondensatori ir aptuveni iedalīti: laminēta tipa un tinuma tipa atkarībā no serdes apstrādes metodēm. Šeit aprakstītais plēves kondensatora tinuma process galvenokārt paredzēts parasto kondensatoru, t.i., metāla folijas, metalizētas plēves, plastmasas plēves un citu materiālu (vispārējas nozīmes kondensatori, augstsprieguma kondensatori, drošības kondensatori utt.), tinšanai. Tos plaši izmanto laika, svārstību un filtru shēmās, augstfrekvences, augsta impulsa un lielas strāvas gadījumos, ekrānu monitoru un krāsu televizoru līniju reversās shēmās, barošanas bloku šķērslīnijas trokšņu samazināšanas shēmās, traucējumu novēršanas gadījumos utt.
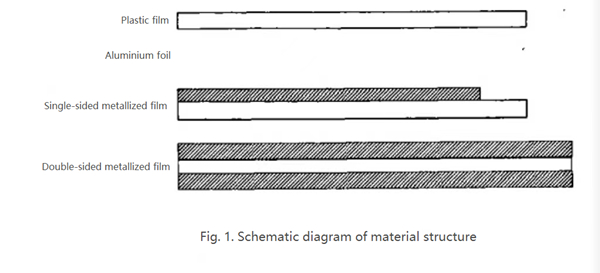
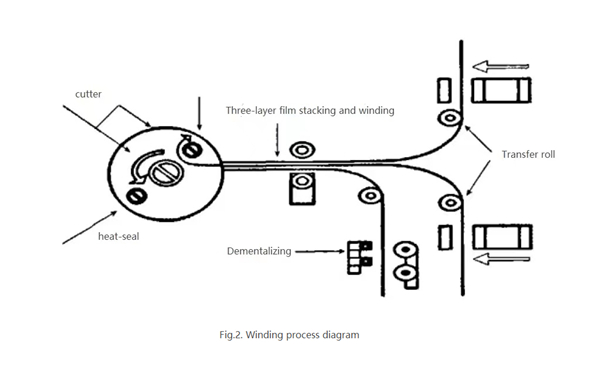
Tālāk mēs detalizēti aplūkosim tīšanas procesu. Kondensatora tīšanas tehnika ir metāla plēves, metāla folijas un plastmasas plēves uztīšana uz serdes un dažādu tinumu vijumu iestatīšana atkarībā no kondensatora serdes kapacitātes. Kad ir sasniegts tinumu vijumu skaits, materiāls tiek nogriezts un visbeidzot pārtraukums tiek noslēgts, lai pabeigtu kondensatora serdes tīšanu. Materiāla struktūras shematiska diagramma parādīta 1. attēlā. Tīšanas procesa shematiska diagramma parādīta 2. attēlā.
Tinuma procesa laikā kapacitātes veiktspēju ietekmē daudzi faktori, piemēram, materiāla piekaramā paliktņa līdzenums, pārejas veltņa virsmas gludums, tinuma materiāla spriegums, plēves materiāla demetalizācijas efekts, blīvēšanas efekts pārtraukumā, tinuma materiāla sakraušanas veids utt. Visiem šiem faktoriem būs liela ietekme uz galīgā kondensatora serdeņa veiktspējas pārbaudi.
Visizplatītākais kondensatora serdes ārējā gala blīvēšanas veids ir termiskā blīvēšana ar lodāmuru. To veic, uzkarsējot lodāmura galu (temperatūra ir atkarīga no dažādu produktu apstrādes procesa). Velmētā serdeņa lēnas rotācijas gadījumā lodāmura gals tiek novietots saskarē ar kondensatora serdes ārējo blīvējuma plēvi un noslēgts ar karsto štancēšanu. Blīvējuma kvalitāte tieši ietekmē serdes izskatu.
Plastmasas plēvi blīvējuma galā bieži iegūst divos veidos: viens ir pievienot plastmasas plēves slāni uz tinuma, kas palielina kondensatora dielektriskā slāņa biezumu un arī palielina kondensatora serdes diametru; otrs veids ir noņemt metāla plēves pārklājumu tinuma galā, lai iegūtu plastmasas plēvi bez metāla pārklājuma, kas var samazināt serdes diametru, saglabājot tādu pašu kondensatora serdes ietilpību.
Publicēšanas laiks: 2022. gada 1. marts